|
公司基本資料信息
|
|||||||||||||||||||||||||||||
(1)塑料片材生產設備機筒上各段溫度由加料段開始至機筒與成型模具連接處溫度逐漸提高
(2)成型模具溫度略高于機筒溫度。高出溫度控制在5---10℃。模具兩端溫度略高于模具中何溫度,高出溫度控制在5-10℃。
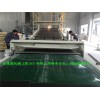
(3)片材擠出機_塑料片材擠出機_橡膠片材擠出機入片形式,三輥的中間輥上輥面應與模具唇口下平面在一個水平面上;唇口端面與中間輥中心線平行,相距50~100mm。
(4)模具唇口間隙應略小于或等于板制品厚度,模唇中間間隙應略小于兩側端模唇間隙。
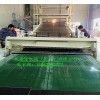
(5片材擠出機_塑料片材擠出機_橡膠片材擠出機)注意三輥工作面粗糙度R應不大于0. 2pm。清理輥面時不許用硬鋼刀刮劃輥面,應使用銅質刀清理輥面殘料。
(6)輥面應有一些中高度;三輥間的間隙應等于或略大于板的厚度。
(7)片材擠出機_塑料片材擠出機_橡膠片材擠出機成型模具溫度控制要穩(wěn)定。溫度高時熔料在模具內流動速度變快;溫度低時熔料在模具內流動速度變慢。不穩(wěn)定的熔料流速會造成板(片)制品的縱向厚度誤差大。
(8)注意控制三輥的工作面溫度,應是進片輥溫度略高些,出片輥溫度略低些。輥面溫度偏高,板坯不易脫輥,制品表面易產生橫紋;溫度偏低,制品表面不光澤。根據此現象,輥面溫度控制要及時調整。
(9)三輥的運轉速度要略高于板坯從模具口的擠出速度,一般速度差不超過10%。三輥工作速度要控制平穩(wěn),過快或過慢的運行速度對板的厚度誤差都有較大影響。
(10)聚烯烴類塑料擠出成型板(片)材時,螺桿選用突變型結構,壓縮比為(3-4):1,熔體流動速率為:HDPE 0. 3~2.0g/10min,LDPE 0.1~0.3g/1Omin,PP 0.5~1. 5g/10min。ABS等非結晶型高聚物樹脂擠出成型板(片)材,應選用漸變型螺桿,壓縮比為(1.6一2. 5):1。
(11)塑料板(片)的擠出成型,除了聚集氯乙烯、聚乙烯和聚丙烯樹脂擠出前一般情況下不進行除濕處理外,其他一些塑料(如ABS、聚酰胺等)都應在擠出前要求進行除濕于燥處理。否則,應使用排氣型擠出機擠出成型。
片材擠出機_塑料片材擠出機_橡膠片材擠出機,擠出成型技術包括電線包覆、管棒型材擠出、薄膜片材和單絲的制造。所有擠擠出機基本上均是單螺桿擠出機,只是機頭、口模、定型、冷卻、牽引、拉伸、壓延、收卷等下游設備各不相同。
擠出機要求:料筒上的金屬或陶瓷加熱器必須覆蓋金屬料筒全部表面,并能加熱至400℃±2℃,以確保溫度均勻分布。
PEEK的熔體黏度較高,與聚碳酸酯(PC)、聚醚砜(PES)相似,因此驅動馬達的輸出功率要高,至少要0.25M/(kg·h).
擠出機尺寸和擠出量應該匹配,以縮短熔體在高溫料筒的停滯時間,一般局限在5~10min。
大多數螺桿設計完全適合PEEK擠出,但連續(xù)壓縮的PVC型螺桿并不推薦,因為這中螺桿沒有加料區(qū),致使塑料一進入料筒就發(fā)生壓縮,導致螺桿扭矩過大。
PEEK熔體的過濾對擠出物力學性能的均勻性有良好的影響;用20/60/250/60/250目不銹鋼絲編織網組成的過濾組合裝置對連續(xù)流動的熔融體過濾能獲得較好的結果。