|
公司基本資料信息
|
|||||||||||||||||||||||||||||||||||
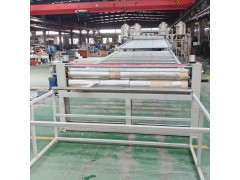
單螺桿擠出機的特點與適用場景**
1. 核心優(yōu)勢**
- **結構簡單**:維護成本低,適合中小規(guī)模生產。
- **高壓力輸出**:適合低填充或單單螺桿氈片擠出機_一材料擠出(如純EVA、PE隔音片)。
- **穩(wěn)定性強**:對流動性好的材料(如熔融指數MI較高的塑料)適應性好。

*2. 局限性**
- **混合能力弱**:不適合高填充(>30%填料)或多組分復合隔音材料。
- **自清潔差**:換料時需徹底清理,否則易殘留。
**3. 典型應用**
- 低密度隔音氈片(如單純EVA發(fā)泡層)。
- 對隔音性能要求不苛刻的入門級汽車后備箱墊。
- 建筑用基礎隔音卷材(復單螺桿氈片擠出機_合工序在后段完成)。
---
**二、單螺桿擠出工藝流程**
*1. 原料預處理**
- **干燥**:EVA/PE顆粒需在80℃干燥2-4小時(濕度≤0.1%)。
- **配方混合**:若添加填料單螺桿氈片擠出機_(如碳酸鈣),需預先用高速混合機分散(5-10分鐘)。
#### **2. 擠出成型(關鍵工段)**
| 螺桿區(qū)段 | 功能 | 溫度范圍(EVA為例) |
|----------------|-----------------------------|-------------------|
| **喂料段** | 固體輸送,防止架橋 | 90-120℃ |
| **壓縮段** | 物料熔融塑化 | 130-160℃ |
| **計量段** | 均化壓力,穩(wěn)定擠出 | 140-170℃ |
| **模頭** | 成型片材,控制厚度 | 130-150℃ |
- **發(fā)泡工藝**:化學發(fā)泡需在壓縮段加入發(fā)泡劑(如AC發(fā)泡劑0.5-2%)。
- **排氣設計**:可選配真空排氣段(去除揮發(fā)分,需熔體密封良好)。
#### **3. 后處理工段**
- **壓延定型**:通過兩輥或三輥壓延機(單螺桿氈片擠出機_輥溫50-80℃)校準厚度(公差±0.3mm)。
- **冷卻**:風冷為主(避免水冷導致收縮不均)。
- **裁切/復合**:分切為卷材或模切為后備箱形狀,可離線復合鋁箔層。
---
**三、核心工藝參數表**
| 參數類別 | 典型值/范圍 | 調整影響 |
|------------------|-----------------------------|----------------------------------|
| **螺桿轉速** | 30-80 rpm | 轉速過高易導致熔體破裂。 |
| **長徑比(L/D)**| 25:1~30:1 | 長徑比小,混合能力有限。 |
| **模頭壓力** | 2-8 MPa | 壓力不足會導致發(fā)泡不均。 |
| **發(fā)泡倍率** | 1.2-2.5倍 單螺桿氈片擠出機_ | 依賴發(fā)泡劑種類和溫度控制。 |
| **生產線速度** | 1-3 m/min | 與冷卻效率匹配。 |
---
### **四、單螺桿 vs 雙螺桿關鍵對比**
| **對比項** | **單螺桿擠出機** | **雙螺桿擠出機** |
|
---
**五、設備優(yōu)化方向**
1. **螺桿改造**:
- 加裝混煉頭(如杜邦混煉環(huán))提升分散性。
- 鍍鉻處理螺桿提高耐磨性(單螺桿氈片擠出機_針對含填料的隔音材料)。
2. **溫控升級**:
- 采用PID閉環(huán)控制,溫度波動±1℃內(發(fā)泡材料關鍵)。
3. **自動化配套**:
- 加裝在線測厚儀(紅外或激光)聯(lián)動模唇調節(jié)。
---
六、常見問題與解決**
- **出料波動** → 檢查喂料器是否均勻,或螺桿磨損情況。
- **發(fā)泡密度不均** → 優(yōu)化發(fā)泡劑單螺桿氈片擠出機_預混工藝或提高熔體壓力。
- **表面粗糙** → 降低模頭溫度或增加濾網目數(80-120目)。
---
七、選型建議**
-選擇單螺桿的場景**:
- 預算有限,生產低端隔音氈片。
- 材料配方簡單(如純EVA發(fā)泡)。
- **需轉向雙螺桿的場景**:
- 高填充隔音材料(如E單螺桿氈片擠出機_VA+30%硫酸鋇)。
- 需要在線復合多層結構(如EVA/鋁箔共擠)。
http://www.dogfuns.com.cn/sell/show.php?itemid=35389
雙螺桿隔音片擠出機_雙螺桿隔音片生產線設備_佳德http://www.dogfuns.com.cn/sell/show.php?itemid=35390